







СПЕЦИФИКАЦИЈА
| Назив производа | Преклопни спој/лабава прирубница |
| Величина | 1/2"-24" |
| Притисак | 150#-2500#, PN0.6-PN400, 5K-40K |
| Стандардно | АНСИ Б16.5, ЕН1092-1, ЈИС Б2220 итд. |
| Крајњи део | МСС СП 43, АСМЕ Б16.9 |
| Материјал | Нерђајући челик:А182Ф304/304Л, А182 Ф316/316Л, А182Ф321, А182Ф310С, А182Ф347Х, А182Ф316Ти, 317/317Л, 904Л, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Мо итд. |
| Угљенични челик:А105, А350ЛФ2, С235Јр, С275Јр, Ст37, Ст45.8, А42ЦП, А48ЦП, Е24, А515 Гр60, А515 Гр 70 итд. | |
| Дуплекс нерђајући челик:УНС31803, САФ2205, УНС32205, УНС31500, УНС32750, УНС32760, 1.4462, 1.4410, 1.4501 итд. | |
| Челични цевоводи:А694 Ф42, А694Ф52, А694 Ф60, А694 Ф65, А694 Ф70, А694 Ф80 итд. | |
| Легура никла:инконел600, инконел625, инконел690, инколој800, инколој 825, инколој 800Х, Ц22, Ц-276, Монел400, легура20 итд. | |
| Cr-Mo легура:А182Ф11, А182Ф5, А182Ф22, А182Ф91, А182Ф9, 16мо3, 15Црмо, итд. | |
| Примена | Петрохемијска индустрија; ваздухопловна и ваздухопловна индустрија; фармацеутска индустрија; издувни гасови; електрана; бродоградња; пречишћавање воде итд. |
| Предности | спремна залиха, брже време испоруке; доступно у свим величинама, прилагођено; висок квалитет |
ДИМЕНЗИОНИ СТАНДАРДИ
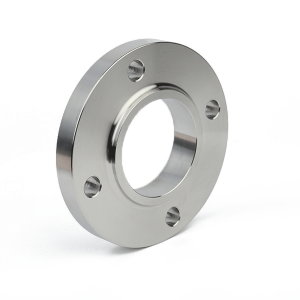
Прирубница преклопног споја
За прирубницу са преклопним спојем потребне су две компоненте цеви за сваку страну прирубничког споја, кратак крај и лабава подупирајућа прирубница. Лабава подупирајућа прирубница се поставља преко спољашњег пречника кратка краја, који је заварен за цев чеоно. Подупирајућа прирубница није заварена за цев и може се ротирати, што је посебно корисно када је потребно оријентисати прирубнице током монтаже.
Такође, пошто задња прирубница не долази у контакт са процесном флуидом, може бити направљена од материјала мање отпорног на корозију. На пример, ако је процес корозиван и захтева да цев буде од нерђајућег челика, као у ASTM A312 TP316L, онда и крај цеви мора бити направљен од SS 316L; међутим, задња прирубница може бити направљена од јефтинијег ASTM A105.
Овај метод спајања није толико робустан као прирубница са завареним вратом, али је бољи од завртњих, утичних и клизних спојева; међутим, скупљи је за извођење, јер захтева потпуно продирање чеоног завара и захтева две компоненте.

КРАЈ СТРАНЕ
Крајњи спој ће се увек користити са преклопном прирубницом, као подупирајућа прирубница.
Ови прирубнички спојеви се примењују у применама ниског притиска и некритичним применама и представљају јефтину методу прирубничког спајања.
На пример, у систему цеви од нерђајућег челика може се применити прирубница од угљеничног челика, јер не долази у контакт са производом у цеви.
Крајеви цеви су доступни за скоро све пречнике. Димензије и димензионалне толеранције су дефинисане у стандарду ASME B.16.9. Лагани крајеви цеви (фитинги) отпорни на корозију су дефинисани у MSS SP43.

ПРЕДНОСТИ ПРИРУБНИЦЕ СА ПРЕКРЕТНИМ СПОЈЕМ
- Слобода окретања око цеви олакшава поравнавање рупа за вијке прирубнице на супротним странама.
- Недостатак контакта са флуидом у цеви често дозвољава употребу јефтиних прирубница од угљеничног челика са цевима отпорним на корозију.
- У системима који брзо еродирају или кородирају, прирубнице се могу сачувати за поновну употребу.

ПРЕЗЕНТАЦИЈА ДЕТАЉА ПРОИЗВОДА
1. Лице
равна површина, радијус је најважнији
2. Са главчином или без главчине
3. Завршна обрада лица
Завршна обрада површине прирубнице мери се као аритметичка просечна висина храпавости (AARH). Завршна обрада се одређује коришћеним стандардом. На пример, ANSI B16.5 специфицира завршну обраду површине у опсегу од 125AARH-500AARH (од 3,2Ra до 12,5Ra). Друге завршне обраде су доступне на захтев, на пример 1,6 Ra макс, 1,6/3,2 Ra, 3,2/6,3Ra или 6,3/12,5Ra. Опсег 3,2/6,3Ra је најчешћи.
ОЗНАЧАВАЊЕ И ПАКОВАЊЕ
• Сваки слој користи пластичну фолију за заштиту површине
• Сви производи од нерђајућег челика пакују се у кутије од шперплоче. За веће димензије угљеничних прирубница пакују се на палету од шперплоче. Или се паковање може прилагодити мери.
• Ознака за испоруку може се израдити на захтев
• Ознаке на производима могу бити урезане или одштампане. Прихвата се OEM.
ИНСПЕКЦИЈА
• УТ тест
• Физичко-тест
• МТ тест
• Тест димензија
Пре испоруке, наш QC тим ће организовати NDT тест и инспекцију димензија. Такође прихватамо TPI (инспекцију треће стране).
ПРОЦЕС ПРОИЗВОДЊЕ
| 1. Изаберите оригиналну сировину | 2. Исеците сировину | 3. Предгревање |
| 4. Ковање | 5. Термичка обрада | 6. Груба обрада |
| 7. Бушење | 8. Фина обрада | 9. Означавање |
| 10. Инспекција | 11. Паковање | 12. Достава |
За прирубницу са преклопним спојем потребне су две компоненте цеви за сваку страну прирубничког споја, кратак крај и лабава подупирајућа прирубница. Лабава подупирајућа прирубница се поставља преко спољашњег пречника кратка краја, који је заварен за цев чеоно. Подупирајућа прирубница није заварена за цев и може се ротирати, што је посебно корисно када је потребно оријентисати прирубнице током монтаже.
Такође, пошто задња прирубница не долази у контакт са процесном флуидом, може бити направљена од материјала мање отпорног на корозију. На пример, ако је процес корозиван и захтева да цев буде од нерђајућег челика, као у ASTM A312 TP316L, онда и крај цеви мора бити направљен од SS 316L; међутим, задња прирубница може бити направљена од јефтинијег ASTM A105.
Овај метод спајања није толико робустан као прирубница са завареним вратом, али је бољи од завртњих, утичних и клизних спојева; међутим, скупљи је за извођење, јер захтева потпуно продирање чеоног завара и захтева две компоненте.
Крајњи спој ће се увек користити са преклопном прирубницом, као подупирајућа прирубница.
Ови прирубнички спојеви се примењују у применама ниског притиска и некритичним применама и представљају јефтину методу прирубничког спајања.
На пример, у систему цеви од нерђајућег челика може се применити прирубница од угљеничног челика, јер не долази у контакт са производом у цеви.
Крајеви цеви су доступни за скоро све пречнике. Димензије и димензионалне толеранције су дефинисане у стандарду ASME B.16.9. Лагани крајеви цеви (фитинги) отпорни на корозију су дефинисани у MSS SP43.
- Слобода окретања око цеви олакшава поравнавање рупа за вијке прирубнице на супротним странама.
- Недостатак контакта са флуидом у цеви често дозвољава употребу јефтиних прирубница од угљеничног челика са цевима отпорним на корозију.
- У системима који брзо еродирају или кородирају, прирубнице се могу сачувати за поновну употребу.

Приказ детаља о производима
1. Лице
равна површина, радијус је најважнији
2. Са главчином или без главчине
3. Завршна обрада лица
Завршна обрада површине прирубнице мери се као аритметичка просечна висина храпавости (AARH). Завршна обрада се одређује коришћеним стандардом. На пример, ANSI B16.5 специфицира завршну обраду површине у опсегу од 125AARH-500AARH (од 3,2Ra до 12,5Ra). Друге завршне обраде су доступне на захтев, на пример 1,6 Ra макс, 1,6/3,2 Ra, 3,2/6,3Ra или 6,3/12,5Ra. Опсег 3,2/6,3Ra је најчешћи.
Обележавање и паковање
• Сваки слој користи пластичну фолију за заштиту површине
• Сви производи од нерђајућег челика пакују се у кутије од шперплоче. За веће димензије угљеничних прирубница пакују се на палету од шперплоче. Или се паковање може прилагодити мери.
• Ознака за испоруку може се израдити на захтев
• Ознаке на производима могу бити урезане или одштампане. Прихвата се OEM.
Инспекција
• УТ тест
• Физичко-тест
• МТ тест
• Тест димензија
Пре испоруке, наш QC тим ће организовати NDT тест и инспекцију димензија. Такође прихватамо TPI (инспекцију треће стране).
Производни процес
| 1. Изаберите оригиналну сировину | 2. Исеците сировину | 3. Предгревање |
| 4. Ковање | 5. Термичка обрада | 6. Груба обрада |
| 7. Бушење | 8. Фина обрада | 9. Означавање |
| 10. Инспекција | 11. Паковање | 12. Достава |
Цевни спојници су кључне компоненте у систему цевовода, које се користе за повезивање, преусмеравање, одвајање, промену величине, заптивање или контролу протока флуида. Широко се примењују у областима као што су грађевинарство, индустрија, енергетика и комуналне услуге.
Кључне функције:Може да обавља функције као што су повезивање цеви, промена правца протока, дељење и спајање токова, подешавање пречника цеви, заптивање цеви, контролисање и регулисање.
Обим примене:
- Снабдевање водом и одводњавање зграде:ПВЦ колена и ППР трис се користе за водоводне мреже.
- Индустријски цевоводи:Прирубнице од нерђајућег челика и лактови од легираног челика користе се за транспорт хемијских медија.
- Превоз енергије:Челични фитинги за цеви високог притиска користе се у нафтоводима и гасоводима.
- HVAC (грејање, вентилација и климатизација):Бакарни фитинги за цеви се користе за повезивање цевовода за расхладно средство, а флексибилни спојеви се користе за смањење вибрација.
- Пољопривредно наводњавање:Брзи конектори олакшавају монтажу и демонтажу система за наводњавање прскалицама.
-

Прилагођена нестандардна прирубница од цевног лима од нехрђајућег челика...
-

Дин дн800 прирубница ен10921 пн40 пн6 угљенични челик ...
-

Цевне арматуре А105 Класа 150 СС угљенични челик Пл...
-

ВН АНСИ Б16.36 отвор за заваривање прирубнице са ја...
-

А105 150lb Dn150 угљенични челик за заваривање навлачећи се на ф ...
-
ANSI DIN ковани нерђајући челик класе 150 клизни...




